

PPE detection system & Safety Compliance
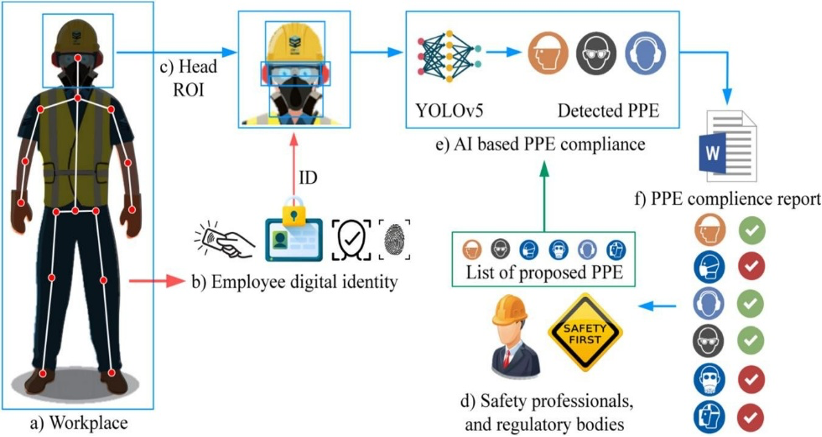
Our AI-powered PPE Detection System was successfully implemented at a leading maintenance company in the oil and gas sector, providing real-time monitoring of safety compliance across high-risk zones. The system utilized advanced computer vision to detect PPE violations such as missing helmets, gloves, or vests, instantly alerting supervisors. This deployment led to a 30%
reduction in workplace accidents and a 40% increase in PPE compliance, meeting global OSHA and ISO 45001 safety standards. By automating inspections and eliminating manual supervision, the company achieved a 50% reduction in monitoring costs and improved overall safety enforcement efficiency.
The intelligent system also enabled faster incident response, delivering automated alerts and reports that allowed safety teams to take corrective action immediately. Through continuous AI learning and predictive analytics, it optimized workforce discipline, minimized downtime, and enhanced operational control. Within 6 to 12 months, the client achieved a complete return on investment, driven by fewer safety violations, reduced penalties, and improved resource utilization. This project demonstrated how AI-driven automation can transform industrial safety practices, making workplaces smarter, compliant, and cost-efficient

Advantages:
- Reduces workplace accidents by enabling real-time PPE detection and automated alerts.
- Enhances compliance with OSHA and ISO 45001 standards through continuous AI monitoring.
- Lowers operational costs by replacing manual inspections and optimizing workforce safety management.
Applications:
- Oil & gas, construction, and manufacturing sites for PPE violation detection.
- Safety compliance monitoring in refineries, plants, and maintenance facilities.
- Integration with existing CCTV and control room systems for centralized HSE oversight.
"TAQA has been extremely pleased with the Satellite-based Asset Tracking Product developed by Mr. Samrat. We found it to be the premier sustainable option on the market, offering exceptional affordability without compromising on quality. Its robust design, evidenced by the IP68 rating, ensures reliability in demanding environments. The product's extensive customization capabilities have allowed us to tailor it precisely to our diverse asset management needs, and its secure framework provides peace of mind. Furthermore, the seamless integration with our existing TAQA services has been a significant advantage. We confidently recommend this asset tracking solution for its comprehensive features and value."
"ADNOC has been highly satisfied with Mr. Samrat Al-powered HSE software. Their ability to customize and 100% accurate solution to our specific oil and gas requirements was a major advantage. Furthermore, the ongoing support we receive is exceptional - their team is responsive and knowledgeable. We highly recommend Uniq Loop for their customizable and well-supported HSE software."
"ADNOC has found Mr. Samrat company’s Fire Warden Robot to be an exceptional and sustainable addition to our safety protocols. Its customization options allowed us to configure it precisely to our facility needs. We are also highly impressed with its secure operation and the seamless integration it offers with our existing infrastructure. This product truly represents a step forward in safety technology, and we highly recommend it."